- Why is ozone used in bottled water production?
- Ozone is used in bottled water because it disinfects the product water, the filler, the bottles and the bottling-line surfaces — and then reverts to oxygen, so there is no taste or chemical residue left in the finished product. It is the standard primary disinfection method for premium bottled-water producers worldwide.
- Does ozone affect bottled water taste?
- No — properly dosed ozone reverts to oxygen before bottling, leaving no taste, smell or residue. In fact ozone is often chosen specifically because it preserves the natural mineral character of spring water in a way that chlorine cannot.
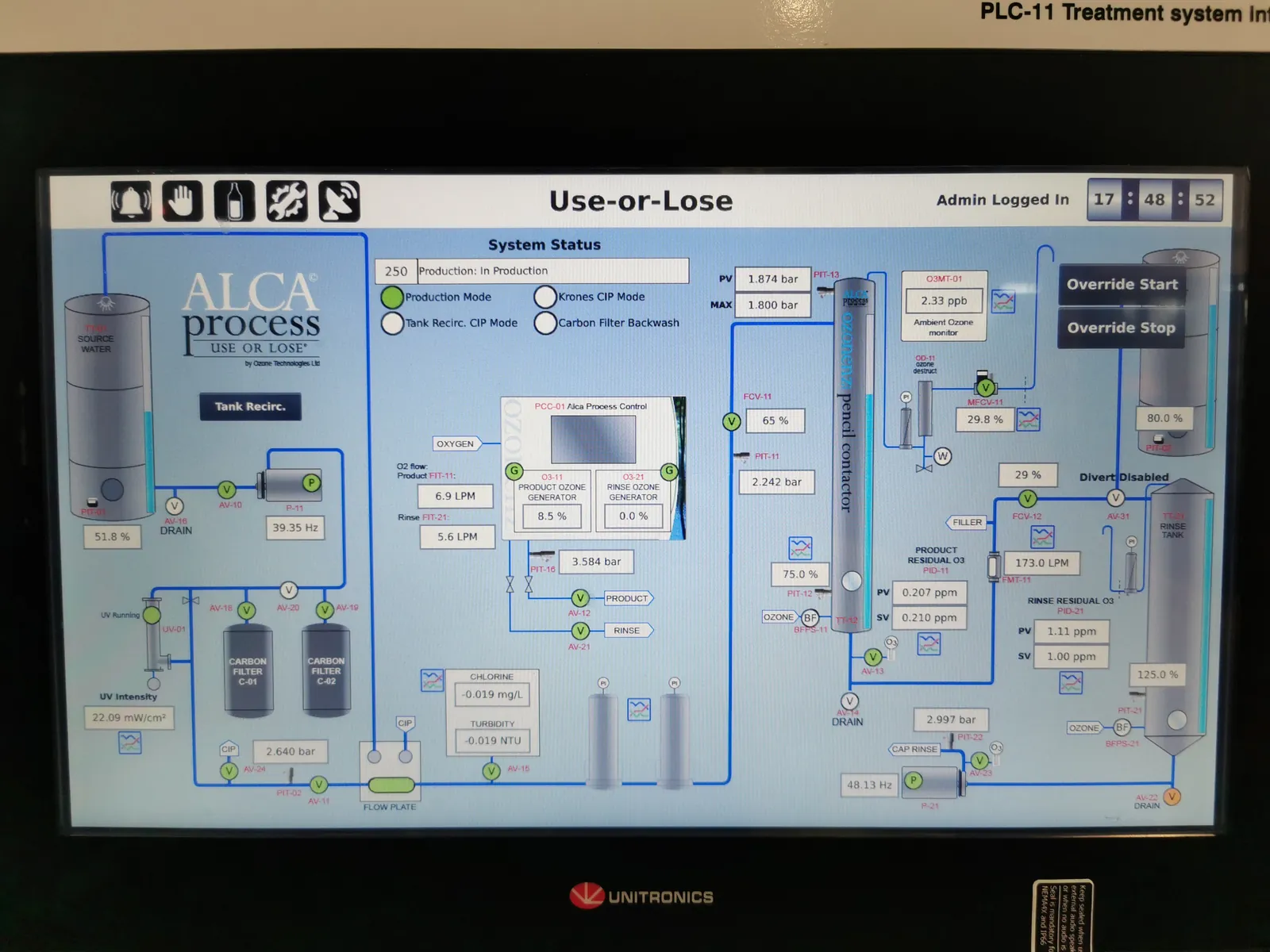
- What ozone residual is used in bottled water?
- Typical practice is to leave a small dissolved-ozone residual at the filler so the bottle and headspace are also disinfected, then allow the residual to decay naturally before the product reaches the consumer. Exact set-points depend on the product, source water and regulatory framework — our designs include the monitoring and control needed to keep this in the correct window.
- How does ozone help control bacteria in bottling lines?
- Beyond disinfecting the product water itself, ozonated water is widely used for clean-in-place (CIP) of tanks, pipework, fillers and bottles — replacing or supplementing chlorinated sanitisers. Because there is no chemical residue to rinse out, ozone CIP can shorten changeovers and reduce water use.
- What is bromate and why does it matter?
- Bromate (BrO₃⁻) is a regulated by-product that can form when ozone reacts with bromide ions in some source waters. Drinking-water and bottled-water regulations limit bromate to 10 µg/L. Bromate-controlled designs manage ozone dose, contact time and pH so disinfection targets are met while bromate stays below the limit — we routinely engineer bottled-water systems with this constraint in mind.
- Can ozone be integrated into existing bottling plants?
- Yes — most bottled-water ozone installations are retrofits. We work to the existing process flow, PLC and physical footprint, and integrate the generator, contactor, destruct and monitoring as a self-contained skid where space allows. Talk to us at /contact and see /case-studies for bottling-plant reference work.